专业解决五金冲压难题
高精密异形件加工,一站式解决方案

2020-07-28 来源:浩鑫精密
细孔加工难点破解的方法有哪些?下面小编来给大家简单介绍下。
一、设计钻削刀具装卡装置,增加钻头的刚性。钻削刀具装卡装置采用包裹式结构,减少钻头的裸露部分,以提高钻头刚度和强度。并设置切削液流道,借助一定压力切削液的作用促使切屑强制排出,达到排屑和冷却的目的。
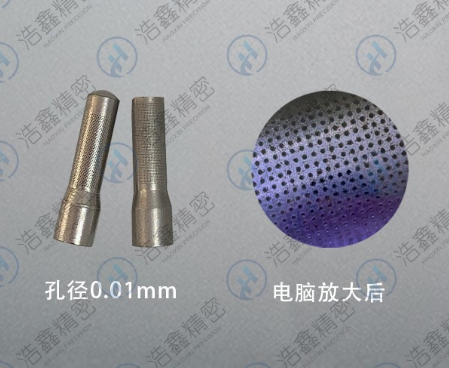
二、改进钻削刀具。细孔加工为保证深腔小孔的表面粗糙度要求,需要麻花钻粗加工后,用铰刀进行精加工。为提高铰刀韧性、防止加工中铰刀的损伤,采用齿数减半的方式,对铰刀进行改进,减小了进给量,增大了排屑和容屑空间,具有韧性好、散热好和排屑好的优点。
三、实现手动进给钻削,有效减小钻头折断的可能性。设计有钻套,可以实现手动进给钻削。即使加工设备非常精密,也是机械式的进给,无法反馈切削力度,而靠手工进给,则能控制合适的进给量,一旦感觉切削力过大或者有钻偏的迹象,马上退回钻头。

全国服务热线:
15920074429
全国统一服务热线
15920074429
邮箱 :szhaoxinjingmi@163.com
总部地址:深圳市龙华区观澜石头角工业区11号



